機械を治すテープの主要な構造:
| 加硫圧力: |
1~1.8 Mpa |
| 加硫温度: |
145℃ |
| タイプ: |
コンベヤー ベルトの加硫機械 |
| 適用: |
ベルトの修繕 |
| 電圧: |
380V |
| 表面温度: |
±5℃ |
| 製品名: |
コンベヤー ベルトの加硫装置 |
| 適当な企業: |
エネルギー及び鉱山 |
| 主セリング・ポイント: |
高い安全レベル |
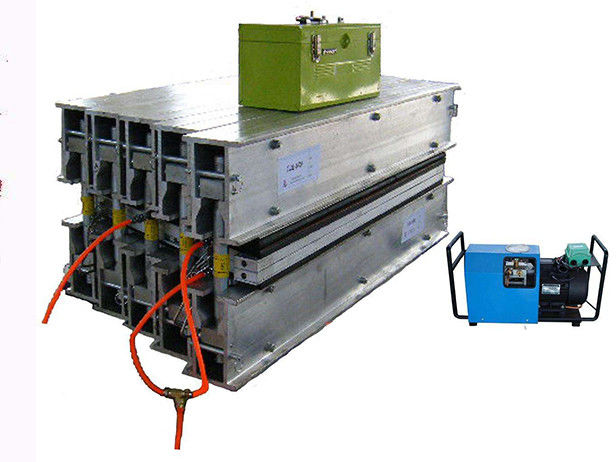
加硫機械はホストを備えています
(1.フレーム;2.締め金で止めるメカニズム;3.角;4.ねじ;5.ナット;6.洗濯機;9.熱絶縁材の版10.の甲革の暖房版;14。より低い暖房版;15。油圧圧力プレート;) 7.高圧ホース;8.圧力試験ポンプ;11.二次ケーブル;12。電気制御箱;13。第一次ケーブルの構成。
機械を治すテープの取付けで注意を必要とする問題:
1. 梳く機械が取付けられている前に、主要な部品は(電気暖房版、圧力装置、フレーム、等のような)均等にそして独自に分かれています。加硫機械は場所に運ばれ、一時的に時間通りに取付けられています。4。取付けが、テープ コンベヤーの設置ラインで、上部の上部転輪を取除き、錬金術の方法を使用して働きプラットホームをセットアップした前に、図2.に示すように等。野生でつかれたら、働きプラットホームのまわりで一時的な雨避難所を造るのにキャンバスを使用して下さい。
2つはまた頻繁に、各々の独立した分離のメカニズム動きます。通常、重い部品は2人につき運ぶことができます従って取付けおよび取り外しは比較的容易です。
5。準備ができているまで加硫装置を、テープ接合箇所を処理するための用具および用具取付けるための用具、および力ワイヤーは準備ができています;そして結合材料が妥当性の期間、製造業者および製造日付の内に(カバーのゴムのような、中心のゴムおよび接着剤、等)あるかどうか確認して下さい。
3。取付けの前に、ベルト・コンベヤーの取付けのより広い場所を見つけて下さい。この場所では、だけでなく、テープのための不確かな操業区域およびスペース、また場所および便利な力の配線がありではない。
機械を治すテープの設置ステップ:
(1)は単一の根の形態を下に置きました;
(2)ラック・マウント式機械の最初場所圧力装置(水圧の版);それからそれにより低い暖房版を置いて下さい。3つが一直線に並んだ後、プラスチック フィルムでより低い暖房版を覆って下さい(またはタルカム パウダーと振りかけて下さい);
注:多数の加硫機械が並んで働くとき、より低い暖房版の接合箇所に0.2x50x継ぎ目長さとの薄い金属板を置いて下さい。
(3)はより低く熱い版のゴムで処理され、処理され、そして満ちていたテープ接合箇所を置きます;中心ラインを一直線に並べた後、クランプ版および締め金で止めるメカニズムが付いているテープの双方を修理して下さい。
(4)テープ接合箇所の上で。プラスチック フィルム(かタルカム パウダーを)位置により低い暖房版に相当して置き、次にそれに順序で暖房版および熱絶縁材の版を置いて下さい。その形態は図6.で示されています。
注:多数の加硫機械が並んで働くとき、より低い暖房版の接合箇所に0.2x50x継ぎ目長さとの薄い金属板を置いて下さい。
(5)はより低いフレームと防熱装置に上部フレームを置き、一直線に並び、そして一直線に並びます。
(6)図8に従って、前きつく締まるボルト、洗濯機およびナットを長い穴に上部および下のフレームの両端に取付け、レンチが付いているナットをきつく締めて下さい。この時点で、治癒機械の主要な部品は取付けられています。
(7)は圧力装置の水入口に増圧ポンプ システムの速いコネクターを接続し、電気ヒート コントロール箱のソケットに第一次力の鉛をそれに応じて挿入し、そして電気ヒート コントロール箱のソケットに二次鉛の1つの端を差し込みます。もう一方の端は電気暖房板に差し込まれます;対応する抵抗(か熱電対)ワイヤーは電気ヒート コントロール箱のソケットに挿入され、もう一方の端は電気暖房板の温度の測定の穴に挿入されます。現時点で、加硫取付けは完全に完了し、圧力および暖房のタイミング操作は準備ができています。
| プロジェクト/データ/モデル |
粘着テープ
幅
(mm)
|
指定 |
暖房版のサイズ
長さの×の幅
(mm)
|
総力
(kw) |
ヘビー級選手
(kg) |
次元
長さの×の幅の×の高さ
(mm)
|
総重量
(kg) |
形成装置 |
| 手動ポンプ |
電気制御箱 |
|
TXCK-650
DJSL/DGLJL-650
|
650 |
650×830 |
830×820 |
9.8 |
56 |
1320×830×585 |
398 |
1 |
1 |
| 650×1000 |
1000×820 |
11.8 |
66 |
1320×1000×585 |
460 |
1 |
1 |
|
TXCK-800
DJSL/DGLJL-800
|
800 |
800×830 |
830×995 |
11.89 |
70 |
1450×830×585 |
485 |
1 |
1 |
| 800×1000 |
1000×995 |
14.4 |
79 |
1450×1000×585 |
550 |
1 |
1 |
|
TXCK-1000
DJSL/DGLJL-1000
|
1000 |
1000×830 |
830×1228 |
14.7 |
82 |
1700×830×585 |
556 |
1 |
1 |
| 1000×1000 |
1000×1228 |
17.8 |
95 |
1700×1000×585 |
596 |
1 |
1 |
|
TXCK-1200
DJSL/DGLJL-1200
|
1200 |
1200×830 |
830×1431 |
17.2 |
96 |
1950×830×750 |
784 |
1 |
1 |
| 1200×1000 |
1000×1431 |
20.7 |
113 |
1950×1000×750 |
900 |
1 |
1 |
|
TXCK-1400
DJSL/DGLJL-1400
|
1400 |
1400×830 |
830×1653 |
19.8 |
107 |
2150×830×900 |
857 |
1 |
1 |
| 1400×1000 |
1000×1653 |
23.9 |
132 |
2150×1000×900 |
1080 |
1 |
1 |
|
TXCK-1600
DJSL/DGLJL-1600
|
1600 |
1600×830 |
830×1867 |
22.3 |
120 |
2380×830×900 |
1102 |
1 |
1 |
| 1600×1000 |
1000×1867 |
27 |
146 |
2380×1000×900 |
1400 |
1 |
1 |
|
TXCK-1800
DJSL/DGLJL-1800
|
1800 |
1800×830 |
830×2079 |
24.9 |
137 |
2620×830×900 |
1247 |
1 |
1 |
| 1800×1000 |
1000×2079 |
30。 |
164 |
2620×1000×900 |
1500 |
1 |
1 |
|
TXCK-2000
DJSL/DGLJL-2000
|
2000年 |
2000×830 |
830×2303 |
27.6 |
154 |
2830×830×900 |
1385 |
1 |
1 |
| 2000×1000 |
1000×2303 |
33.2 |
182 |
2830×1000×900 |
1750 |
1 |
1 |
|
TXCK-2200
DJSL/DGLJL-2200
|
2200 |
2200×830 |
830×2478 |
29.7 |
165 |
2997×830×900 |
1446 |
1 |
1 |
| 2200×1000 |
1000×2478 |
35.8 |
198 |
2997×1000×900 |
1800 |
1 |
1 |

1.Frame
2.clampingメカニズム
3.horn
4.screw
5 .nut
6. 洗濯機
7. 高圧ホース
8。圧力試験ポンプ
9 .heatの盾
10.upper暖房版
11.Secondaryケーブル
12.Electric制御箱
13.Primaryケーブル
14.lower暖房版
15.Water圧力プレート
1. とかす機械の取付けの前に、主要な部品は一時的な取付けのための場所に(電気治療の版、圧力装置、棚、等のような)均等に、および加硫装置一時的に運ばれます分かれて、分かれています。
2. それぞれはまた部品の別の分離、頻繁な可動部分です。Generollyは2人につき、重い部品扱うことができます従って取付け、分解することは便利です。
3. 取付けの前に、テープ コンベヤーの取付けのより広い場所を見つけて下さい。この場所では、だけでなく、テープの不明確な操業区域およびスペース、しかしまた配置および力の配線は便利です。
4.Before取付けは、ベルト・コンベヤーの設置ラインで、上部のローラーを分解し、図2.で示されている形態の働きプラットホームをセットアップしました。それが分野でついたら、仕事プラットホームのまわりで一時的なrainproof小屋を造るのにキャンバスを使用して下さい
5.Installは加硫機械の用具、テープ接合箇所を、電源ワイヤー処理するための用具、等、およびつけられた村材料が妥当性の期間、製造業者および製造日付の内に(カバー ゴム、中心の接着剤および接着剤のような)あることを確認します。
6. 加硫装置の取付けは次の通り遂行されます:
(1)は図3で示されている形態に単一のより低い機械を置きます;
(2)図4に示すように、最初に置かれたより低いフレーム機械に圧力装置(水圧の版)を置いて下さい;それからそれにより低い電気版を置いて下さい。3つが一直線に並んだ後、より低い電気暖房版はプラスチック フィルム覆われます(またはタルカム パウダー)で;注:多数の加硫装置が並行して働くとき、0.2x50x継ぎ目長さとの薄い金属板はより低い電気版の接合箇所に置かれます。
(3)は処理され、よく処理され、そしてより低く熱い版のゴム製材料で満ちていたテープ接合箇所を置きます;中心ラインを見つけた後、クランプ版および締め金で止めるメカニズムが付いている両側のテープを修理して下さい。その形態は図5で示されています;
テープ接合箇所の(4)。プラスチック フィルム(かタルカム パウダーを)位置により低く熱い版に相当して置き、次にそれに順序で電気暖房版および熱インシュレーション・ボードを置いて下さい。その形態は図6.で示されています。
注:多数の加硫装置が並行して働くとき、0.2x50x継ぎ目長さとの薄い金属板はより低い電気版の接合箇所に置かれます
(5)はより低いフレームと図7に示すように熱インシュレーション・ボードに上部フレームを置き、一直線に並び、そして一直線に並びます。
(6)図8に従って、前きつく締まるボルト、洗濯機およびナットを細長い穴に上部および下のフレームに取付け、レンチが付いているナットをきつく締めて下さい。この時点で、加硫装置の主要な部分は取付けられています。
(7)図9に従って、圧力ポンプ施設管理の速い接合箇所は圧力装置の水入口の穴と接続され、第一次電源ワイヤーは電気ヒート コントロール箱のソケットに相応じて挿入され、二次ワイヤーの1つの端は電気ヒート コントロール箱で挿入されます。ソケットで、もう一方の端は熱い版で挿入されます;熱抵抗(か熱電対)ワイヤーの対応する1つは電気ヒート コントロール箱のソケットに挿入され、もう一方の端は電気暖房版の温度の測定の穴に挿入されます。現時点で、加硫土台は完了し、与圧および暖房のタイミング操作は準備されます。
維持および維持
1. 使用の前。熱い版の絶縁抵抗を点検して下さい。活気づきには、乾燥する余りにも低ければ、絶縁材の価値が50MΩまたはより少しに達するまでべきです。
2. プロセスの移動の使用で注意して扱われるべきです。文明化された操作;
あなたが分野で働かせる3.If、信頼できる雨があるべきで、水証拠は雨および湿気によって影響されることを避けることを意味します。
4.Whenは長さの使用完了します。それは空気の循環が、相対湿度ない倉庫に85%以下。置かれるべきで、雨によって影響されません。眠る人は次育てられ、厳しく地面に置かれることを禁止します
 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。